




Dealing with Metal Chips
|
Blog
Comparing Briquetting and Centrifugation
What metal processing facility wants wet chips that bring along dirty work areas and container storage spaces, leading to high disposal efforts with lots of forklift traffic? Wet chips also result in a discharge of a significant amount of coolant (cutting fluid or emulsion) and low scrap returns. The solution: Separating metal chips from the coolant. But the question remains: how?
Briquetting and centrifugation are the primary methods used for separating metal chips from the coolant. However, what are the respective requirements, challenges, and benefits of these two options? And how much do they cost? Ruf Maschinenbau in Zaisertshofen addresses these questions in a whitepaper (see https://www.brikettieren.de/ruf-infocenter/zentrifugieren-vs-brikettieren). In this paper, the developer and manufacturer of highly innovative briquetting systems for wood, metal, and other residual materials provides a detailed overview of the advantages and weaknesses of both methods, allowing interested parties to gain a good understanding. This article summarizes the key points.
How do centrifuges and briquetting systems work?
In centrifugation, the chips are subjected to high centrifugal forces in a rotating drum, which separates the chips from the coolant (cutting fluid or emulsion). There are continuous, push-bottom, and batch centrifuges. The first two are automated systems where the material is either pushed upward at the drum's edge by continuously incoming chips or the material discharge is achieved through lifting movements of the bottom. Batch centrifuges are mostly manually loaded with chips.
Briquetting involves compressing the chips to reduce their volume. In the metal sector, hydraulic briquetting presses, primarily fully automated, are used for this purpose. The result is a significant volume reduction, typically at a ratio of 1:10 for aluminum, and the coolant (oil or emulsion) is expelled. The user obtains a compact, dense chip briquette and the recovered coolant that can be reintroduced into the production process, which is particularly lucrative with cutting oils. The amount of coolant recovered during briquetting is roughly equivalent to that of automated quality centrifuges. Manual batch centrifuges achieve lower levels of dewatering.
Additional benefits in chip marketing
In addition to recovering coolant, the reliable low residual moisture content of centrifuged chips or briquettes is another essential advantage of chip treatment. This ensures a defined scrap quality, avoiding debates with buyers about moisture content.
Typical residual moisture levels for aluminum briquettes range from two to six percent, and for steel briquettes, two to four percent. Push-bottom centrifuges and briquetting presses with very high pressing force tend to achieve lower values, occasionally even less (depending on chip quality).
The briquettes produced through pressing have further advantages. Compared to dry chips generated during centrifugation, briquettes are characterized by a reduction in volume. They can be handled like bulk goods and transported cost-effectively, even in full loads. This eliminates the need for expensive container transport using roll-off or hook lift trucks, for example.
An additional advantage: Producers can approach specialized wholesalers or foundries, even if they are located far away. This allows for optimizing recycling routes and shortening the supply chain, which increases recycling revenues. This is particularly noticeable with pure aluminum briquettes, often achieving high two or even three-digit euro amounts per ton as additional revenue. This means that the investment in a briquetting system often pays off in one to two years in many cases.
However, a blanket statement regarding the additional revenue from briquettes compared to chips is not possible. It depends on various factors, including the quantity of chips or briquettes, current market prices, scrap purity, alloy composition, defined scrap quality, and transportation savings.
One more advantage of briquetting is seen when treating grinding sludges. Centrifuging fine grinding chips can lead to spark formation and potential fire hazards, depending on the material. This danger is eliminated when briquetting is used. The compression reduces the chips' potentially reactive surface area significantly. Additionally, dust nuisance is eliminated during briquetting, contributing to improved work and environmental safety.
There are only two cases where briquetting is not directly recommended. Firstly, when dealing with chip mixtures of non-ferrous and ferrous metals, as this rules out high-value marketing of the briquettes. Secondly, there are a few very specific smelting processes that rely on loose chips.
What are the costs of these systems?
The investment in a chip treatment system depends largely on the required throughput, desired level of automation, and necessary peripheral equipment. Therefore, a comparison of procurement costs for centrifuges and briquetting systems is only possible when the specific requirements are known.
In the evaluation, ongoing costs (per ton of chips) should also be considered. These include electricity consumption, operator and maintenance time, as well as maintenance costs. Centrifuges typically have lower power consumption but usually run continuously, whereas briquetting presses operate only when chips are fed to them. The time required for maintenance and operation is very low for both systems. Maintenance costs for centrifuges and briquetting systems are relatively similar. Centrifuges require an annual safety inspection, which must be conducted every three years in a disassembled state. Apart from the system's downtime, the inspection itself incurs additional costs. On the other hand, briquetting systems require periodic replacements of hydraulic hoses, seals, hydraulic oil, and filters.
Before making a purchase decision, the total costs should be compared to the benefits, including reusing coolant, additional revenue from briquettes, and overall logistical advantages. It is essential to seek advice from experts, such as those employed by RUF Maschinenbau, who can provide their extensive knowledge in chip treatment to design a customized briquetting system based on the material, required throughput, and production conditions. With more than 6,000 briquette presses sold in over 100 countries, RUF is considered a global leader in hydraulic briquetting machines.
Checklist for the Procurement Process
Before investing in chip treatment, it is essential to thoroughly examine the potential it offers. Factors such as coolant recovery, volume reduction, reduction in internal and external logistics, space requirements, scrap additional revenue, and production conditions have a significant impact on the cost-benefit ratio. Therefore, it is worthwhile to make a decision based on the following questions:
- What is the budget? What level of automation is aimed for, and what level of manpower is acceptable?
- How much chip volume and how many types need to be processed? Will they be disposed of together?
- Is decentralized or central chip treatment planned?
- How much space is available in the production area or on-site?
- Should space be saved for chip containers and/or hoppers? Should coolant drip losses be eliminated, and environmental hazards prevented?
- Should forklift traffic and truck trips be reduced?
- Is the residual moisture content of chips or briquettes a concern for the recycler or smelting process? What maximum residual moisture levels are acceptable after treatment? In the case of foundries: Is the melting process suitable for loose chips and briquettes, or not?
- Does the waste disposal company accept briquettes? If so, how much more will they pay compared to chips? Can alternative buyers be approached?


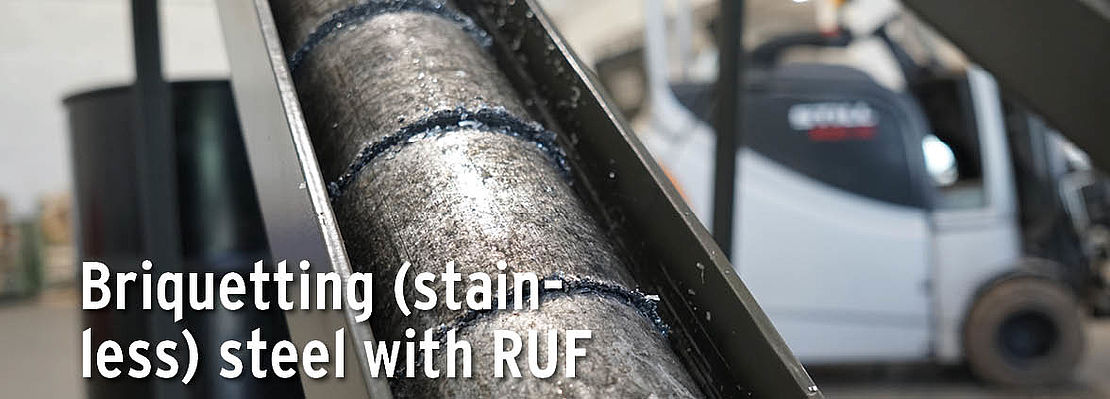
Metal shavings are a valuable raw material in any form that needs to be tapped in one way or another.
Image: RUF Maschinenbau GmbH & Co. KG


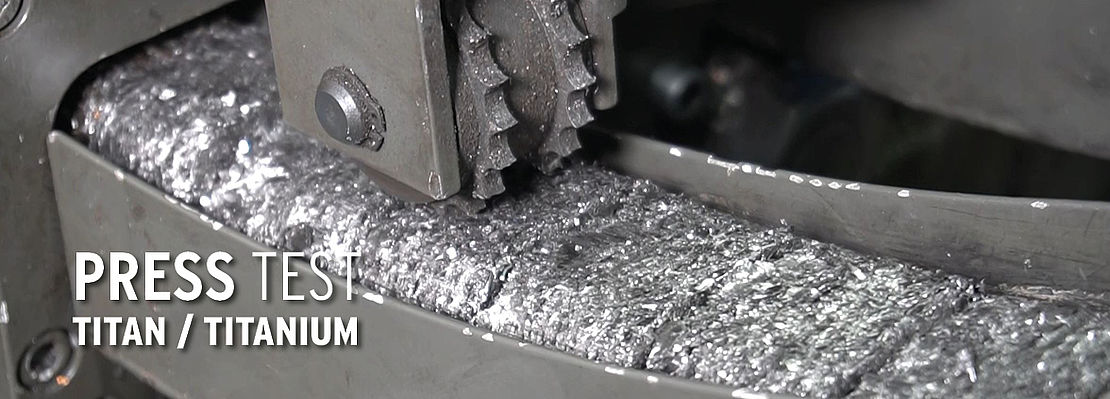
If metal shavings are pressed into briquettes, the volume is drastically reduced – in the case of aluminium, the value is typically around 1:10.

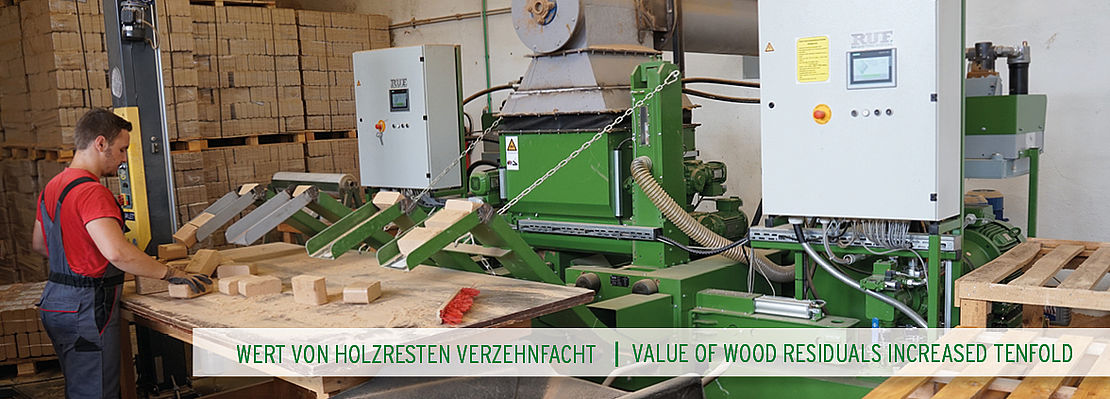
Whether centrifuges or briquetting systems (pictured) – only high-quality systems guarantee long-term success.