Two possibilities of efficiently processing chips and achieving added value are: Briquetting systems or industrial centrifuges. But what are the respective preconditions, challenges and benefits of each processing possibility and how high are the respective costs?
The technologies
Complex respectively inefficient chip processing is a vexatious topic in many metal processing companies. The problem of wet chips with polluted work and storage areas is an issue for many metal processing companies. Inextricably linked is the high workload involved in disposal of the chips, with a lot of forklift traffic and reduced scrap revenues for the chips. Two possibilities of efficiently processing chips and achieving added value are: Briquetting systems or chip centrifuges.
But what are the respective preconditions, challenges and benefits of each processing possibility?
And how high are the costs?
Centrifuging
The chips are subjected to high centrifugal forces in rotating drums. Hereby the cooling lubricants (CL, either oil or emulsion) are separated form the chips. What is left is dried chips and separated CL. There are different types of centrifuge:
- Continuous centrifuges/Automated systems: The material will be pushed upwards on the sides of the drum by the following chips. There the chips are separated from the CL via a slotted sieve. The degree of de-moisturizing is influenced by the amount of material present. More material means faster throughput, which however also means reduced de-moisturizing.
- Push-floor centrifuges (Function similar to continuous centrifuges): The material discharge is effected by lifting movements of the floor. The chips remain generally longer in the drum, meaning an increased de-oiling is possible. Common for fine material or material with sludge or oil contents
- With Batch centrifuges the material discharge is manual, although some models are automated. Also suitable for long chips.
Briquetting
The chips are compacted through pressing, on the one hand to press the moisture out of the material and on the other hand to achieve a significant reduction in the volume of the chips (for aluminium the typical value is 1:10). What remains is the volume reduced chip briquettes and the recovered CL. In the metal industry, hydraulic presses are mainly used, which are automatically operated.
One of the main objectives of both process technologies is the efficient recovery of cooling lubricants (oil or emulsion). Chip centrifuges and briquetting presses alike are implemented for the recovery of oil as well as emulsion. The return of the cutting fluids to the production process has proven especially rewarding. Assuming good quality centrifuges are utilized, the difference in the amounts of recovered cooling lubricants is minimal. Manual batch centrifuges however achieve reduced de-moisturising levels.
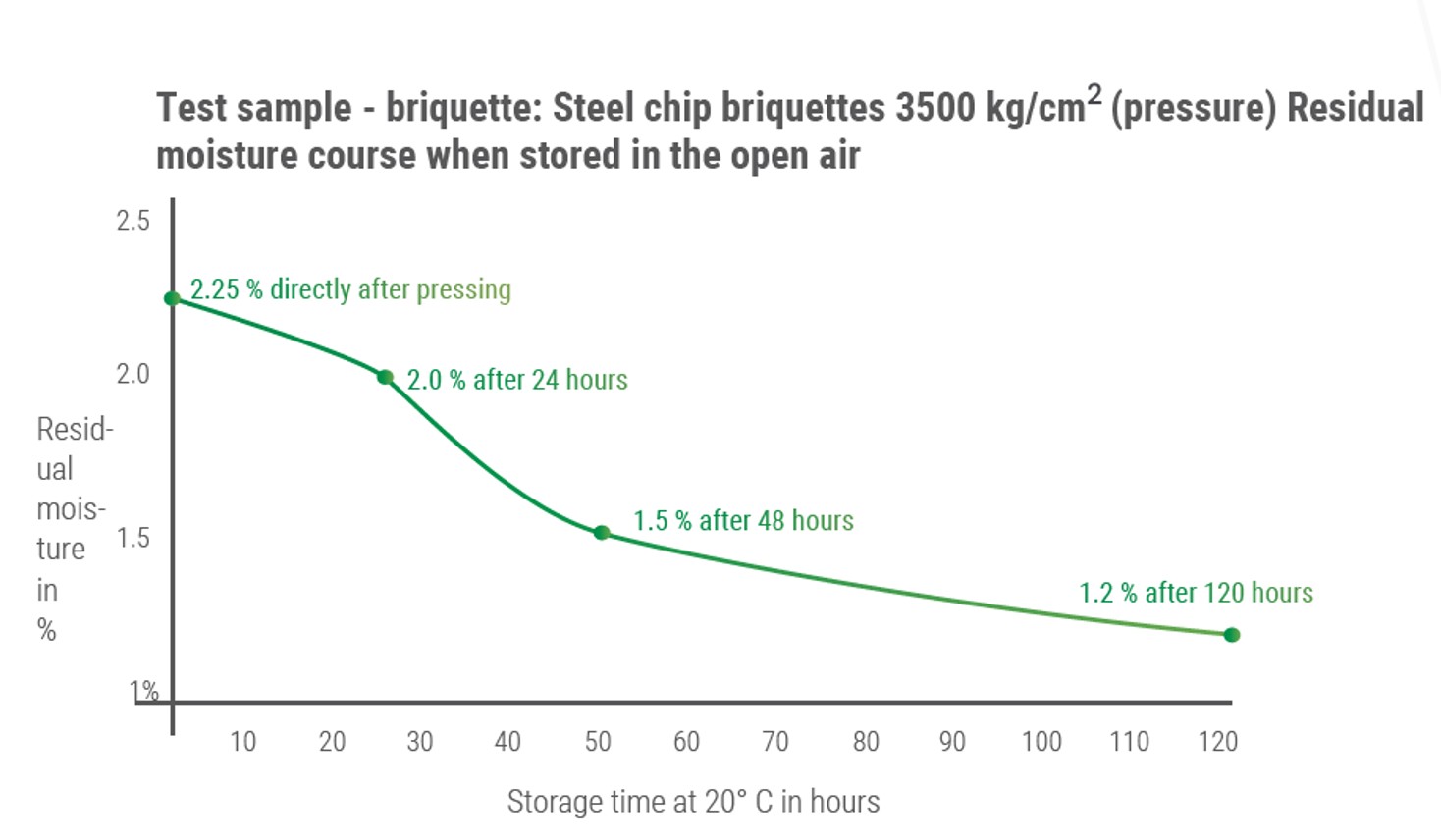
In contrast you have the especially high performance methods with pushfloor centrifuges and briquetting presses with (very) high pressure. Both achieve maximum de-oiling resp. de-moisturizing values with the pushfloor centrifuges in particular cases achieving slightly higher results. Depending on briquette resp. material properties, the residual moisture levels can be further reduced by subsequent storage: Briquettes lose water through evaporation, whereby the oil content remains stable. (See diagram below). When it comes to grinding sludge: the residual moisture in briquetted grinding sludge lies, depending on the composition, between 4 and 8% roughly, and somewhat higher should filter aids have been used. Centrifuges can also achieve this under certain conditions.
Briquettes reduce expensive container transports (Roll off or Spreader). They are easy to handle and can be transported as general cargo meaning cost savings, even in complete loads. The transport costs are reduced in each case, which brings revenue. Wholesalers or melting plants can be contacted directly in the case of briquettes, even if they are located further away, especially with varietal purity (e.g. Aluminium). Optimized re-utilization paths are the end result. The trade chains are hereby shortened, small local disposal services can be skipped. Their margins now become assets of the producing company, whereby the re-utilization revenues increase anew.
A determined residual moisture level means a defined scrap quality is created. Tiresome discussions with the receiver about moisture content and unjustifiable price reductions are thereby a thing of the past. Calculations can be made on a concrete basis. This is valid for centrifuged chips and briquettes.
The introduction of briquetting can be taken as an opportunity to rethink material sales approaches. A utilization investigation into acquiring alternative receivers can mean huge additional revenues for briquettes. This investigation is particularly appropriate when the current receiver refuses to take briquettes or pays only a pittance for them. Additional revenues are the results of these investigations in most cases.
Chip briquettes have a constant residual moisture level, meaning there is a defined scrap quality. Specialized wholesalers or melting plants can be targeted directly in the case of briquettes.
A blanket statement regarding the additional revenues achieved for briquettes over chips is not possible. It depends on the following factors:
- Amount of chips or briquettes
- Market situation / current requirements for scrap in the market
- Varietal purity and alloys of the scrap
- Levels of savings in transport costs
- Amount of increased revenue through defined scrap quality
Significant additional revenues are achieved, especially with aluminium. It is not rare to see high two and even three digit figures per ton. That means: The investment for a briquetting system amortizes in one to two years, in many cases:
Sample calculation:
- 100,- € more revenue per ton at 800 to/year = 80,000,- €/year
- 120,- € more revenue per ton at 300 to/year = 36,000,- €/year
- 250,- € more revenue per ton at 80 to/year = 20,000,- €/year
Centrifuging wet chips achieves no or barely any volume reduction. Therefore neither handling nor logistic benefits are achieved, and additionally chip crushing has to be carried out in an upstream step.
Briquetting, in contrast, achieves a significant volume reduction. The internal chip logistics are simplified through reduced forklift traffic and storage space is saved. Furthermore, external truck drives to dispose of scrap/briquettes is reduced. A major factor with especially high potential for aluminium:
The density of e.g., aluminium briquettes can be, depending on the alloy, up to 2,600 kg/m3
Sample project 1: Aluminium chips with 75 kg/m³ bulk density, amount: 2,000 to/a (ca. 400 kg/hr.), operating hours: 20 hrs./day
| CENTRIFUGING | BRIQUETTING | |
| Logistics internal | Intensive / numerous in-company forklift drives; from MCs to chip containers in the open air. | The path is shorter for the chips to the centrally installed briquetting system. Here it is possible to process in Big-Bags. Savings of 5 man hours daily (forklift drives) --> Cost benefit ca. 60,000,- €/a resp. 30 €/to |
| Storage space | More space required on account of more large containers + logistic challenge | Reduced space requirement for Big-Bags. The container spaces saved can be put to other use. |
| Logistics, external | Container type (40 m3) = ca. 3,000 kg chip loads: Every 7.5 hrs. a 40 m3 container had to be exchanged The container had to be covered with a tarpaulin to prevent the chips from flying during the drive, which is work intensive. | Briquettes packed in Big-Bags. Sold directly to a melting plant in loads (25 tons) resp. disposal company Expensive container transport is avoided, Disposal costs are reduced through Big-Bags transport with articulated truck. (Benefit ca. 100 €/to) |
Sample project 2: Aluminium chips with 200 kg/m³ bulk weight, amount: ca. 300 to/a (ca. 75 kg/hr.), operating hours: 16 hrs./day
| CENTRIFUGING | CENTRIFUGING BRIQUETTING | |
| Logistics internal | Intensive / numerous in-company forklift drives; from MCs to chip containers in the open air. | The path is shorter for the chips to the centrally installed briquetting system. From there, the briquettes are transported in containers to the container area. Savings of ca. 8 man hours weekly (Forklift drives) --> Cost benefit ca. 16,000,- €/a resp. 50 €/to |
| Storage space | Higher space requirements through more large skip trailers | Reduced space requirements through smaller containers (5,5 m³). The saved space can be utilized for production purposes. |
| Logistics, external | Skip trailers 10 m3 = ca. 2,000 kg chip load: 13 drives per month can be saved | Skip trailers 5.5 m3 = ca. 9,000 kg briquette load: Only 3 drives necessary per month |
Disposal companies and melting plants normally pay higher prices for varietal purity in scrap. Therefore, it makes economic sense to facilitate this when processing chips. Briquetting offers the opportunity to sell metal residues variety pure and additionally volume reduced. This is particularly interesting for melting plants. Only briquettes can be stored optimally, even separated according to alloys.
Briquetting systems, just like chip centrifuges, are able to flexibly process various residual materials. However, cleaning must be carried out after material changes. Particularly aluminium and general non-ferrous metal tolerate no amounts of steel chips.
Woolly, long chips can lead to problems in both processing approaches and when possible they should be shredded in advance.
Residuals from production have one thing in common: At the end of the recycling process they will be re-melted. An upstream reduction of the residual moisture through chip centrifuging or briquetting is necessary in order to prevent an explosive reaction of the residual moisture with the melting bath.
When they come in contact with flames, metals tend to burn very quickly instead of melting. This means for many melting companies: “Melting loss” causes loss of resources and hard cash is also lost. Results: Reduced levels of burn off are seen in briquettes when compared to loose/dry chips, thanks to their higher density. Specially designed chip melting furnaces can be utilized for centrifuged loose chips for optimal melting with little burn-off.
The following applies especially in the aluminium sector: Independent of the melting technology, the difference between loose or briquetted material is significant when melting material.
Free white paper "Centrifuging vs Briquetting" (incl. checklist)
Two ways to treat chips efficiently and add value are: Briquetting systems or industrial centrifuges. But what are the respective requirements, challenges and advantages of the two process routes? And what are the respective costs?
In our free whitepaper, you'll learn, among other things:
- What are the prerequisites, challenges and advantages of the two process routes?
- What are the investment and operating costs?
- At what point does the respective technology pay for itself?
- 8 Step Checklist "How do you best proceed in the further procurement process to your chip treatment?"