
Robeta develops a new line of business with RUF Briquetting presses
Briquetting has allowed wood processing firm Robeta to optimise its strategy for increasing value creation and has led to a new line of business: Instead of selling on loose wood chips to converters as in the past, now this medium sized company from Uckermark presses the chips to wood briquettes on the three RUF presses they acquired in 2010. The briquettes are then directly sold to the end user as well as trading firms.
Robeta OHG is specialised in the processing of pine wood. The saw and planing mill in Milmersdorf in Brandenburg produces diverse products such as boards, slats, planks, beams, log length timber and shuttering right up to high quality construction timber. Among the most important customers are timber traders, timber work construction firms and roofers as well as the packaging industry. Company founders Edgar Rockel, Rainer Benthin and Ingo Tabbert were already a team back in the days of the former East Germany and built up a secondary means of income in the wood processing sector parallel to their professions: Benthin as a qualified forester, Rockel and Tabbert as fitters built up a circular saw with which they could work on logs or tree trunks. In 1991 they took the chance and entered the market: “With help and advice from a saw mill operator of our acquaintance, the Holz Russer company in Schleswig-Holstein, we started with timber beams and slats for the construction industry” Edgar Rockel reminisces.
The founders built up the company on the pillars of quality and flexibility and above all the idea that, in both sales and purchases, regional would receive preference. Success proved this policy was indeed the right one, and business was so good that in 1998 they were able to invest twelve million marks in a band saw and construction timber centre. Today Robeta employs about 160 people and processes annually 280,000 solid cubic meters of pine wood, which is sourced exclusively in the forests of Brandenburg and Mecklenburg-Vorpommern.







Robeta Holz OHG…
… is a medium sized sawmill run by its founders Edgar Rockel, Rainer Benthin and Ingo Tabbert with its headquarters and two production plants located in and nearby Milmersdorf in the region of Uckermark in Brandenburg. The wood processed at Robeta mirrors the mix of pine wood to be found in the forests of Brandenburg and Mecklenburg-Vorpommern: 70 per cent mark pine, the rest made up of Douglas fir, fir and larch. Most of the customers come from the region, but a third of their products are delivered to Poland, France and Denmark, and some even go further afield.
In order to utilise the logs to their optimum, up to 280,000 solid cubic meters per year are electronically measured, debarked and separated according to orders. In order to be able to react quickly and flexibly to customer requirements, an additional 6,000 to 10,000 solid cubic meters of logs are kept permanently on stock. The range of products goes from simple lumber to boards, slats and planks with a length of between three and five meters, timber beams, log length timber, and shuttering right up to high quality construction timber, 12 meters long and 40 x 40 cm thick. Chemical penetration in enclosed chambers and even drying wood belong to the spectrum of services which Robeta can offer as well.
High level of value creation through complete utilisation
In order to strengthen their position in the very competitive market, the management came to the decision to increase value creation and build up a new line of business – the logs were to be completely utilised in that the waste material created during the processing would be put to good use. A block heat and power plant for renewable energy creation was to be the basis for this idea: This was to be fired with rough residual bark left over from the processing of logs. Pieces which were smaller than 4 cm were processed to bark mulch.
Apart from the electricity (1.4 Megawatt), the block heat and power plant also produced 6.9 Megawatts of heat. Part of this heat was used in the drying chambers for sawn timber. But more importantly it became possible to dry wood chips – an important precondition for briquetting at Robeta, as the residual moisture content of the chips was well over the required 12% which meant briquetting was out of the question. “That figure is the be all and end all in briquetting because you cannot have damp material on any account if you want to produce solid briquettes with a high heat value and a low ash level” explains Keven Benthin, department leader of Briquetting at Robeta and son of company founder Rainer Benthin. The guaranteed moisture content of under 10% is therefore another important quality feature which differentiates Robeta briquettes from some of the cheaper imported goods, emphasises Benthin.
New briquette form as unique selling point
RUF were already well known to Robeta ever since they had begun to occupy themselves with the concept of briquetting. There is no getting by the well-established RUF briquette when one informs oneself about wood briquettes. Quality and reliability is guaranteed by the well of experience gained from the sale of over 1,000 briquetting systems alone in the wood resp. biomass sector. “You know what you are getting“summarises Keven Benthin.
On top of this, RUF had just developed a new form of briquette called the RUF Triple, which convinced the management of Robeta with several benefits. Instead of classic smooth blocks with rounded edges, RUF was now bringing a larger version on the market with two deep grooves which divided the briquette into three segments. A characteristic of this form of briquette is that straight after the pressing process, the briquette can be divided into three segments with the aid of a breaking device. These parts can then be used with great ease in industrial ovens which have mechanical feed systems.
The management of Robeta however had decided on RUF Triple Format briquettes for a completely different reason: Briquettes aren´t actually broken here, in fact they are sold on whole. The reason being, they want to offer their customers a briquette which can be immediately identified as being different from the normal classic briquette or the round briquettes with holes. The briquettes which weigh 1.66 kg can also be easily identified by the stamping of an “R“for Robeta. A further benefit: The briquettes can be stacked in the stove in such a way that the grooves lie one on top of the other, so creating a chimney effect in the stack and increasing the burning efficiency.
And success has proved them right: Demand is so high that the three fully automatic briquetting presses often have to run around the clock in order to meet requirements. “The briquettes are really a wonderful product which also make sense ecologically because they are CO2 neutral “ emphasises Edgar Rockel and explains “the briquettes only release the amount of CO2 which the tree had previously absorbed through photosynthesis. “
Over 2,800 Kilograms of wood briquettes per hour
The three RUF 1100 briquetting presses were ready for operation in 2010. Each one of the three systems can be relied on to press 940 Kilograms of briquettes per hour which gives a total of 2,800 Kilograms. The presses operate with a system of two pressing chambers. When a briquette is pressed in one of the chambers the form changes and the finished briquette is ejected while in the second chamber the next briquette is already being pressed.
The system can boast a motor capacity of 55 kW and the specific pressure is 1700 kg/cm2. This high pressure causes the lignin which is contained in the wood to act as a natural binding material and therefore additives can be done entirely without.
The pine wood briquettes have a density of around 1 kg/dm3 and can achieve a heating value of up to 5,2 kWh/kg, as Keven Benthin explains. So the heating value of the wood briquettes is comparable to that of brown coal briquettes (5,6 kWh/kg).
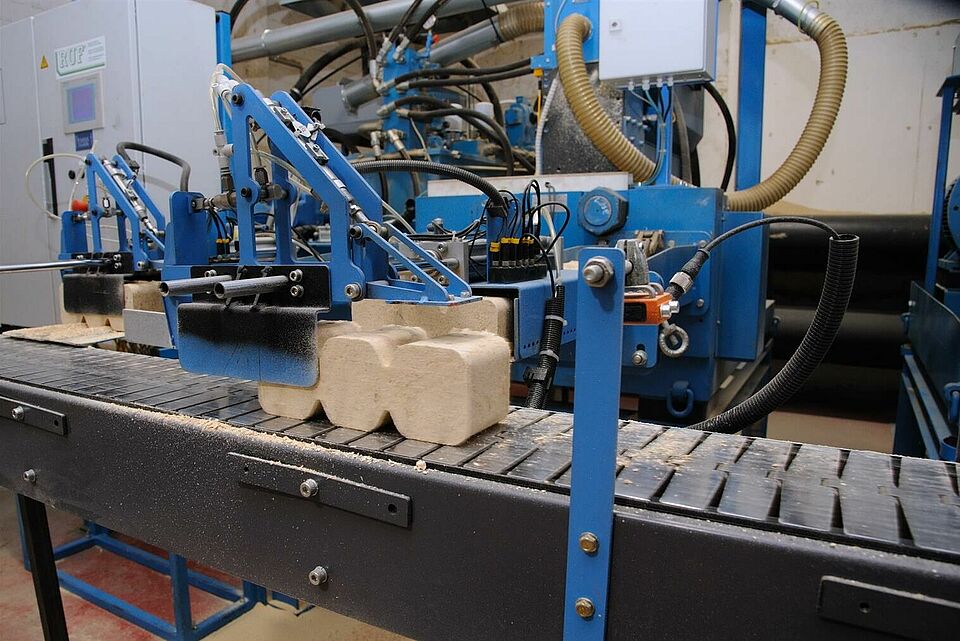
Pneumatic gripper pulls the briquettes on to the conveyer band
It is very important for the automatic packaging line that the briquettes are lying straight on the conveyor band, in order that they can be stacked without problems and packaged. Therefore RUF developed a pneumatic gripper system with which each individual briquette can be brought on to the conveyor band in a controlled manner.
The complete briquetting path at Robeta is fully automatic, down to the last step. The saw chips come to the band dryer with a moisture content of 50 to 60 per cent. The band dryer uses the heat produced by the company’s own biomass power plant. The speed of the band dryer is controlled by a moisture content measurement taken at the end of the drying path: If the target of eight per cent is exceeded the drying band will be slowed down, if they are under eight per cent then the band will be slightly accelerated. This process efficiently utilises not only the saw chips but also the heat produced by the power plant. A 500m³ tower silo is connected so that the chips can be “called” to the briquetting presses as required. The chips are transported to the presses by augers from a distributer silo. Conveyor bands bring the briquettes from the presses to the packaging area where they are double stacked as a first step. A product information flyer is inserted automatically before the shrinking foil is applied to wrap each packet of 6 briquettes. The only manual step in the process is when the stacks of 96 of these ten kilogram packages are placed on a pallet and the pallet is transported using a fork lift.
A fourth press is being considered
On average taken over the complete year, the three presses operate twelve hours per day, and in winter they normally operate around the clock. The amount produced is naturally dependent on the demand for briquettes which depends on how long and hard the winter has been. Robeta can exploit price fluctuations for loose chips: If the price falls, more chips are used in the company’s briquette production. If the price rises then a larger amount will be sold on to converters who use the chips to produce plywood or cellulose. So Robeta can utilise the chips to their best commercial advantage.
At the moment the capacity is between 10,000 and 15,000 tons of wood briquettes per year. But there is no need to set a limit as during the planning and installation phase of the existing systems, a possible expansion was kept deliberately in mind. The briquetting hall and the chip drying area as well as the chip silos and the conveyor belts all possess the required capacity for expansion.


