
Höfer Metall Technik have increased their profitability with a Briquetting press from RUF
Compact and clean aluminium briquettes instead of bulky chips with clinging cooling emulsion lubricants. Höfer Metalltechnik have increased the profitability of their branch in Hettstedt thanks to a briquetting press from RUF. This producer of aluminium profiles smelts the aluminium chips in the form of briquettes in their own foundry and thereby replace expensively purchased raw material. The benefit comes to around 35,000 Euro in savings per year.
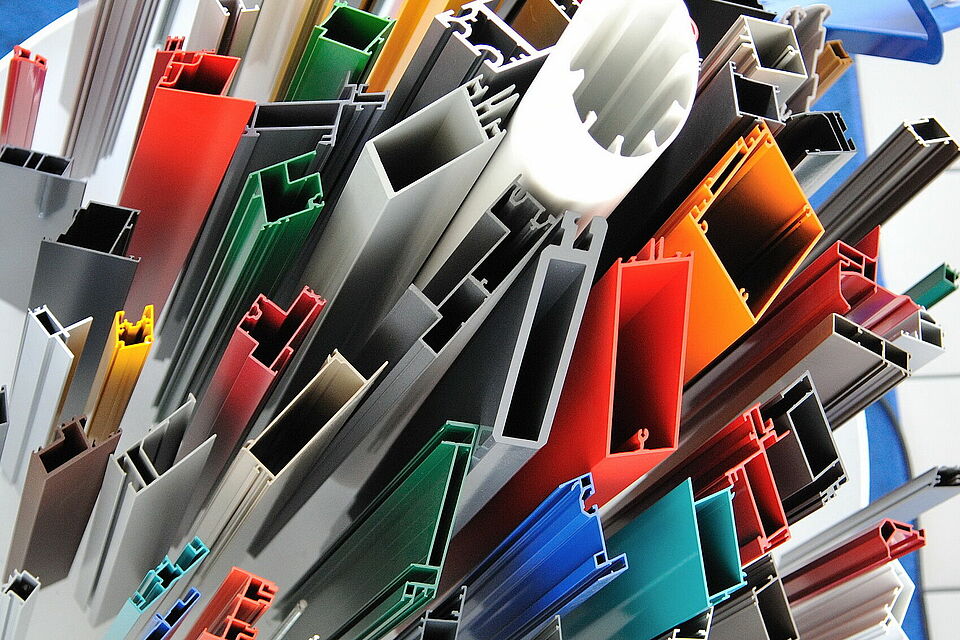
Aluminium profiles are the speciality of HMT Höfer Metall Technik GmbH & Co. KG – whether raw and unworked or milled, drilled, formed, anodised and powder coated. The company delivers pretty much everything the customer may require, from one source. When desired it is also possible to assemble and install aluminium components into finished products for the construction, furniture or automobile industry and to deliver said products Europe-wide. HMT products can be found in automobiles for example in the form of frame profiles, roof-racks or trim strips.
An important element of the Höfer-Gruppe is the extrusion centre which has been located in Hettstedt (Sachsen-Anhalt) since 1999. The main task of this branch is to press the purchased aluminium billet profiles, machine them and then to coat the surfaces. Naturally a lot of metal waste is produced, both in the profile production and the further machining processes. That was reason enough to commission an in-house foundry in 2006 in order to smelt this valuable material. Using their own as well as purchased aluminium waste, the foundry has since been producing so-called bolts or round bars, also known as billets, with a diameter of 7 or 8 inches (178 resp. 203 mm) and lengths of up to seven meters, which are then used as input material for the extrusion centre.
The problem caused by the aluminium chips resulting from the sawing, drilling and milling processes was however still not solved. The chips could not be easily smelted. Foundry manager Patrick Groth explains: "We use a gas heated drum hearth furnace. When you put in loose chips they are immediately blown out through the exhaust duct”. Not to mention the problematic clinging of the cooling lubricant emulsions. “And these”, according to the foundry manager, “can rapidly expand to a thousand fold of their original volume under the heat. So we were faced with explosions.”







HMT. The Höfer Metalltechnik GmbH & Co. KG …
… is a part of the Höfer-Gruppe, which has developed over three generations of family ownership, from being a manufacturer of pumice material in the Eifel in 1932, into a group-like medium sized company. Under the holding umbrella which is headquartered in Urmitz (Rheinland-Pfalz) there are two construction material companies as well as the metal branch. As part of the latter are the two plants in Urmitz and Dillingen as well as the HMT - Höfer Metalltechnik GmbH & Co. KG in Hettstedt. About 200 employees in Hettstedt produce about 20,000 tonnes of aluminium profiles annually.
HMT in Hettstedt doesn´t only deliver precise profiles according to customer drawings but also customer oriented and problem specific product developments. HMT also produces ready to use products from aluminium profiles through sawing, pressing, drilling, milling, bending and joining, in its location in Hettstedt. Its sister company in Dillingen anodises the profiles. The powder coating plant in Urmitz is where the profiles are pre-treated, dried, powder coated and fired.
The dimensions range from 140mm diameter of circumscribing circle in hollow profiles and with open profiles up to 180mm. The diameters of the most delicate profiles are only 5 mm. The weight per meter of the profiles range from 100g up to 7 kg. The main users of HMT products are the building elements sector including profiles for windows and doors, the furniture branch and the automobile industry.
The processing costs were more than the value of the aluminium chips
And so the bulky aluminium chips – 50 tonnes per year – were collected in rented containers and then transported to scrap yards. Not a good business model as reckoned by Patrick Groth. “We were using up a major part of the income from the sale for container rental, storage costs and logistic costs”. The solution to the problem was eventually found in the briquetting press. The market analysis which was commenced in 2012, enabled the responsible HMT representatives to conclude that a RUF system offered the best solution.
2013 saw the introduction of the RUF 4/3700/60x40 in Hettstedt. The 4 kW Motor of the system with a specific pressing power of 3700 kg/cm2 enabled it to compress the chips to briquettes with a dimension of 60 x 40 mm. This produced two major benefits. Firstly, the volume was reduced by a factor of six. Taking the bulk volume of the loose chips as roughly 0.4 kg/l, the briquettes were exhibiting a constant density of 2.3 kg/l. A much higher density would hardly be physically possible as the density of aluminium is 2.7 kg/l.
The second benefit: The clinging cooling lubricants were almost completely pressed out. Tests have shown that the RUF system can recover about 9.8kg of emulsion from 100kg of aluminium chips. The briquettes themselves show an extremely low residual moisture level of three percent, indeed individual cases have shown results under this figure. If the briquettes are stored for a short time in the dry, warm hall, the residual moisture level sinks further to two percent. In the few cases where completely dry chips end up in the press, a spraying system is used to spray tiny amounts of lubricant on to the chips in order to prevent cold welding. Because HMT only uses emulsions in the machining process, the recovered liquid is collected and disposed of. If expensive oils are used, recycling would definitely be an option.
700 Euro benefit from each tonne of aluminium chips
Compressed and almost entirely free from clinging emulsions, the aluminium waste is in the perfect state to be smelted. And the bottom line is that it is a profitable business, emphasises foundry manager Groth: “Even though we do have extra costs caused by the system – for example for new transport containers, the externally mounted filling hopper as well as electric and compressed air connectors – the savings seen on storage and transport as well as costs of material have enabled the amortisation of the system in roughly two years”. Taking into account the costs for smelting, that leads to a benefit of around 700 Euro per tonne. Per year this translates to about 35,000 Euro. A further advantage: The material remains in the company’s internal raw material loop. Thereby the properties and connectivities remain familiar. This is an extremely important aspect for the foundry manager on account of the high demands on the cast alloys produced.
As foundry manager Patrick Groth sees no room for compromise in this situation, HMT distanced themselves from the idea of purchasing aluminium chips from other companies to press and smelt. He stresses “The risk inherent here is just too high that the foreign chips would introduce unknown pollutants into the smelt which would have a negative influence on the metallurgy of the bolts”.
The system can be highly recommended
The operation of the RUF system is practically fully automatic. The press is ready for operation round the clock. As soon as enough aluminium chips have been registered in the 1.25 m³ collection hopper, a light sensor triggers the start signal and the press goes to work. A screw feeder on the floor of the hopper transports the aluminium chips into the pre-charger of the press. The press ram pushes the pre-compressed material into a mould until the required pressure has been achieved. The finished briquettes are transported by the press via outlet chutes directly into the collection boxes. When the hopper is almost empty the light sensor stops the press. Thanks to the perfectly set-up process, briquetting is something simple and fast – the RUF 4/3700/60x40 at HMT requires about two hours for about 140 Kilogrammes of chips.
The chips are collected directly from the machining tools in tipping boxes. When one is full it is transported to the press by a forklift. HMT have modified the press somewhat in order to better integrate the chip filling process into the operating process. The system itself is located in the hall with the drum hearth furnace. However it is filled from outside. The foundry manager explains: “Due to space considerations I wanted to avoid that the fork lift would have to be turning inside the hall”.
So HMT mounted an extra hopper on the wall of the foundry hall into which the chips are tipped directly by the forklift. An opening and slide in the wall allows the chips to slip into the collection hopper of the press. Of course the system which contains an integrated heating system for hydraulic oil can be operated completely in the open air. But then the forklifts would have had to drive the collection boxes with the briquettes into the hall from outside. The current constellation allows the briquettes to fall out of the press less than ten meters away from the smelting oven. Foundry manager Groth declares himself very satisfied with the briquetting system after a good years’ experience. “The RUF system has been running reliably since it was commissioned. It is a proven system and I would absolutely recommend it further.”


