
ZF Gusstechnologie simplifies its mill chippings handling with a RUF briquetting press
RUF's briquetting technology helps the automotive supplier ZF Gusstechnologie GmbH to shape its processes in a more efficient way. With the help of RUF units, the pressure die-casting specialist presses the aluminium chips, which arise when working on passenger car gearboxes and gear parts, into solid briquettes and, at the same time, frees them to a great extent from adhesive cooling lubricants. This means the company saves a lot of space and logistics expenditures, avoids lubricant carryover, protects the environment and raises the sales revenues from the aluminium chips.
ZF Gusstechnologie GmbH operates in one of the most demanding industries, considering that the automotive industry requires the highest quality and flawlessness from its products, as well as a highly cost-conscious production. This of course also applies for the passenger vehicle gearboxes and gear parts made from aluminium and magnesium, which the pressure die-casting plant in Nürnberg produces, with around 1,000 employees. The products are supplied both to an intragroup gear plant of ZF at Friedrichshafen, as well as a number of distinguished OEMs. The aluminium parts, which are cast on machines with a clamping force of up to four tons, subsequently undergo a machining process before being delivered, ready for mounting. This process creates around 150 tons of emulsion coated aluminium chips in the machining centres per year.
For the persons responsible, it already became clear that an efficient, clean and environmentally friendly solution had to be found for handling the chips, when they introduced machining in addition to pressure die-casting in the 1990ies. Right from the start, they trusted in RUF briquetting presses, in order to turn production waste into valuable secondary raw materials.
The briquetting systems from the Zaisertshofen based manufacturer are still satisfying ZF to this day. The first press, installed in the mid-90ies, was replaced with a different RUF system in 2001, which was more adequate for the current chip volume. This RB 4/3000/60 machine model is still running to this day and has, up until now, produced 6 million aluminium briquettes in 42,000 operating hours. The numbers in the type description stand for 4 kW electric drive power, a pressing pressure of 3,000 kg/cm² and a diameter of the cylindrical briquettes of 60 mm. The third analogue-design RUF press, which will replace the old unit by the beginning of 2018, will be delivered soon.
In addition, ZF also uses RUF briquetting systems at other locations, both for aluminium as well as grinding sludge. Alongside ZF, many other aluminium pressure die-casting foundries with mechanical machining use briquetting systems to efficiently process chips.




Bulk volume reduced to one tenth – increased revenues
Andreas Dotterweich, Manager at ZF Gusstechnologie, explains: “The most significant benefits of briquetting lie in the space savings, the environmental friendliness and in avoiding lubricant carryovers.” The figures concerning space savings and the accompanying simplified handling speak for themselves. The bulk volume is lowered significantly through briquetting: For loose milling chips, it lies at around 140 to 150 kg/m3. This means that they use up about seven cubic meters of space per ton. The aluminium briquettes, on the other hand, only fill up slightly less than a tenth of this volume. Accordingly, less storage space is needed and collections by a metal trader can occur a lot less often, which leads to lowered transport costs.
Since for ZF, the optimal process structuring, cleanliness of the plant and the environmental friendliness are sufficient arguments by themselves, specific amortisation calculations have not been made here. These do, however, exist for numerous other users. Due to the highly simplified logistics alone, the proceeds from chip briquettes are, in many cases, about 100 euros per ton higher than when compared with loose chips. Other excess proceeds can often be added to this, since briquettes open up new marketing channels, which means that the total proceeds can add up to several hundred euros per ton.
Another important benefit can also only be achieved through briquetting: Loose wet chips often include a varying amount of residual moisture which is hard to control and leads to deductions on the market. Chip briquettes, on the other hand, are made up of defined aluminium scrap, with a consistently (low) residual moisture value. This ensures clarity when marketing and makes sure incorrect billing is avoided.
Metal chips and cooling lubricants are separated
The pressing process leads to an almost complete separation of metal and cooling lubricants. In the collecting tanks, where the chips are collected at the machining centres, a part of the emulsions already drips off and accumulates in a double bottom. By the time the chips are filled into the briquetting system at ZF, the cooling lubricant proportion lies at around 20 percent. During the pressing process, more of the emulsion is pressed out, lowering the residual moisture in the briquettes to about three percent. In certain cases, even lower figures can be achieved. This ensures that no cooling lubricants, which can soil the surroundings, leak out during further transport and storage.
The cooling lubricant which is pressed out is collected in a pan below the pressing chamber, pumped into collecting tanks from there and then disposed of. Treating the emulsions and reusing them again would be too cumbersome for the emulsions used at ZF Gusstechnologie. It can, however, be worthwhile to filter and reuse the pressed-out oils, especially for companies, which use pure oils as cooling lubricants.
The personnel requirements for briquetting are minimal, not least because RUF delivered the briquetting system with an automatic feeding device. Andreas Dotterweich explains which tasks still need to be done manually: “The cooling lubricant which drips off the chips is drained out of the double bottom of the chip trolley, the trolley is pushed onto the lifting device of the press, lifting and emptying is started at the touch of a button and after that, the automatically emptied trolley is rolled away.”
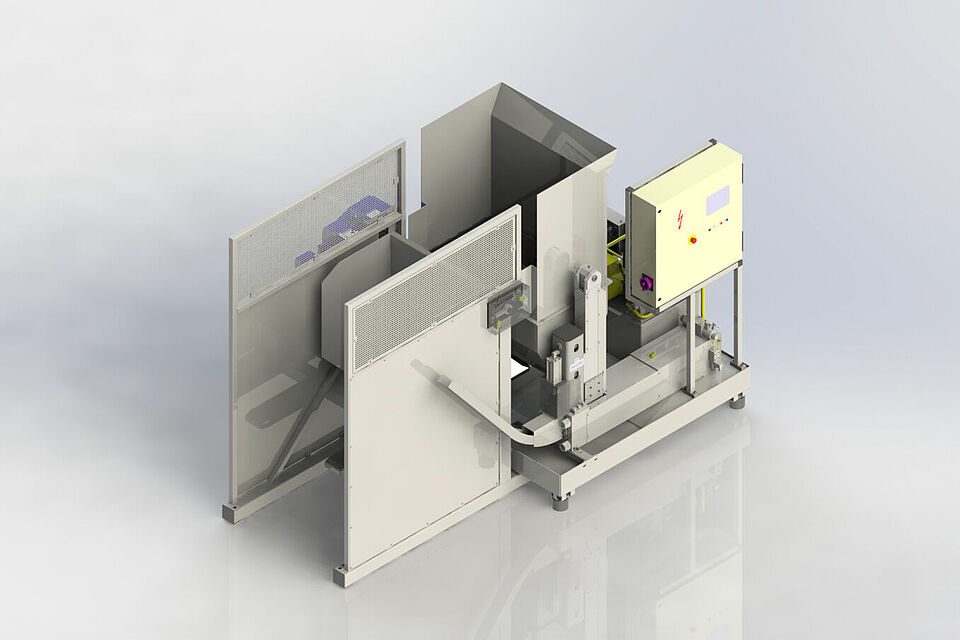
A light barrier on the inside of the hopper registers when enough chips are in the hopper and automatically starts the briquetting system. The high hydraulic pressure presses the loose aluminium chips into solid briquettes and adhesive cooling lubricants are pressed out almost entirely. Next, the unit pushes the finished briquettes directly into the collecting container via an output rail, which has a capacity of about one cubic meter. As soon as the press has briquetted all of the chips, the machine also stops automatically and awaits new material.
At ZF Gusstechnologie, the unit remains in standby mode during the complete operating time of 144 hours per week. It spends 75 percent of this time in operation and presses chips with a throughput rate of around 50 kg/h, as Oliver Kniesburges knows. As a service technician, he is responsible for CNC machines and also looks after the briquetting press.
Designed for unmanned operation all around the clock
RUF presses, which are connected to automatic collection and conveyor systems for chips at other customer sites, can also be operated, unmanned, around the clock. Only once the collection containers are filled with briquettes, they must be swapped manually with empty containers. For ZF Gusstechnologie, a direct connection of this sort would not have paid off, according to Andreas Dotterweich, because the accruing amount of chips is too low.
In consideration of the good experience with RUF units in the past two decades, it was clear to the responsible persons that the briquetting specialists from Zaisertshofen would be called upon when it came to procuring a replacement. Because “the unit runs very reliably”, Oliver Kniesburges stresses. “Therefore, the decision concerning the procurement of a replacement was relatively easy and taken quickly”, Andreas Dotterwich adds. Accordingly, he is convinced that the change to the new unit will run just as smoothly as the previous installations: “It won’t take longer than a day: Old unit out, new one in, start up, finished.”


